Factory Certification & Quality Control
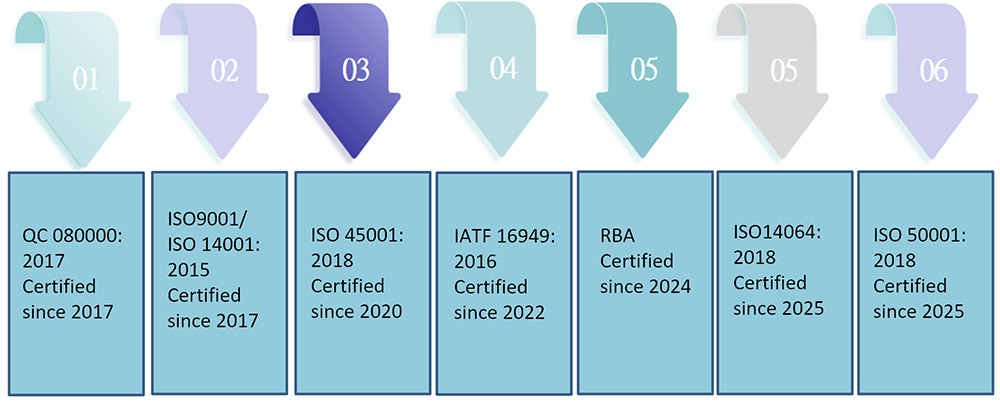
Factory Certification
We operate under a comprehensive certification framework covering quality, environmental, safety, and energy management and are RBA certified, aligning with the supply chain compliance requirements of leading technology companies.
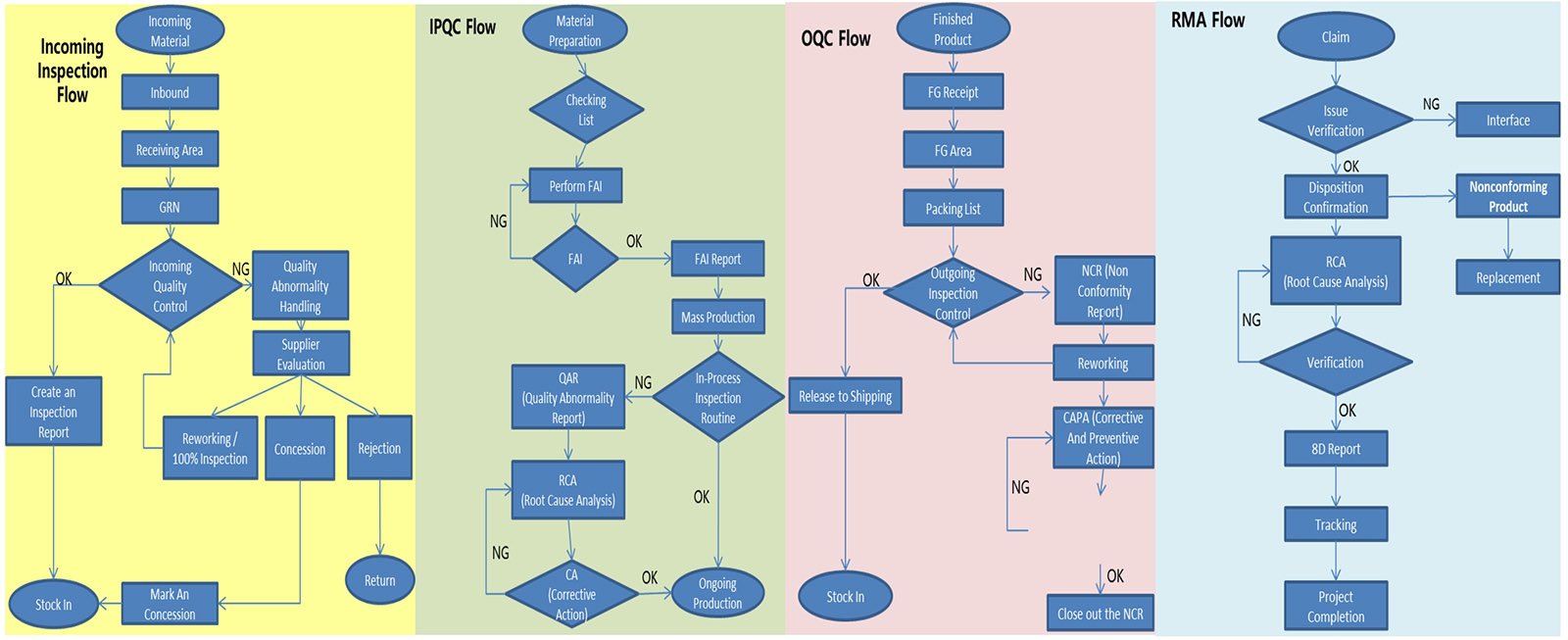
Quality Control Flow Chat
We operate a unified quality management system across all three manufacturing sites, ensuring consistent standards and execution.Plant managers rotate across facilities every six months, creating a seamless management structure with no disruption during transitions, while enabling cross-site auditing and continuous improvement